When a piece of plant mechanical equipment fails, the plant usually records the apparent cause of failure, such as failed bearings or shortened windings. However, the root cause of failure is rarely recorded because it is not obvious at the time the equipment is removed and sent for repair.
Critical, repairable components such as motors, pumps, hydraulic cylinders, etc. which are sent to an off-site repair vendor should be inspected for root cause of failure by the repair vendor. Manufacturing plants are beginning to realize that if they want to reduce maintenance costs, they must do less maintenance.
In the long run, in order to do less maintenance, equipment must live longer between failures. In order to make equipment live longer the plant must understand the root causes of failure for equipment and systematically remove these failure causes.
Examples of common root causes tend to be items:
- Over lubrication
- Under lubrication
- Overloading
- Excessive dirt
- External damage
- Misalignment
Repair documentation prepared by repair shops is not standardized and can be as simple as an invoice detailing the repair actions or detailed containing inspection reports, photographs, repair details and test reports. Usually the plant gets only the quality of documentation they require.
Usually the plant gets only the quality of documentation they require.
When a piece of equipment is received by a repair vendor the first action is to tear down and inspect the equipment and issue a quote for the repair. An experienced technician who has performed hundreds or thousands of similar inspections does the teardown and inspection. Motor repair shops estimate that over 60% of the time, the root cause is obvious and if it is not conclusive, a short list of possible root causes and their statistical probability could be determined over 90% of the time.
The problem is that often the repair shop is not asked to record their analysis and photographs on the root cause of failure in a systematic method for the plant customer. If the plant does receive a failure analysis in a standardized electronic format, it has no way of databasing the information and integrating it with the hundreds of other repairs done each year.
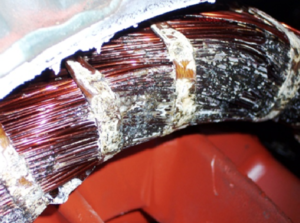
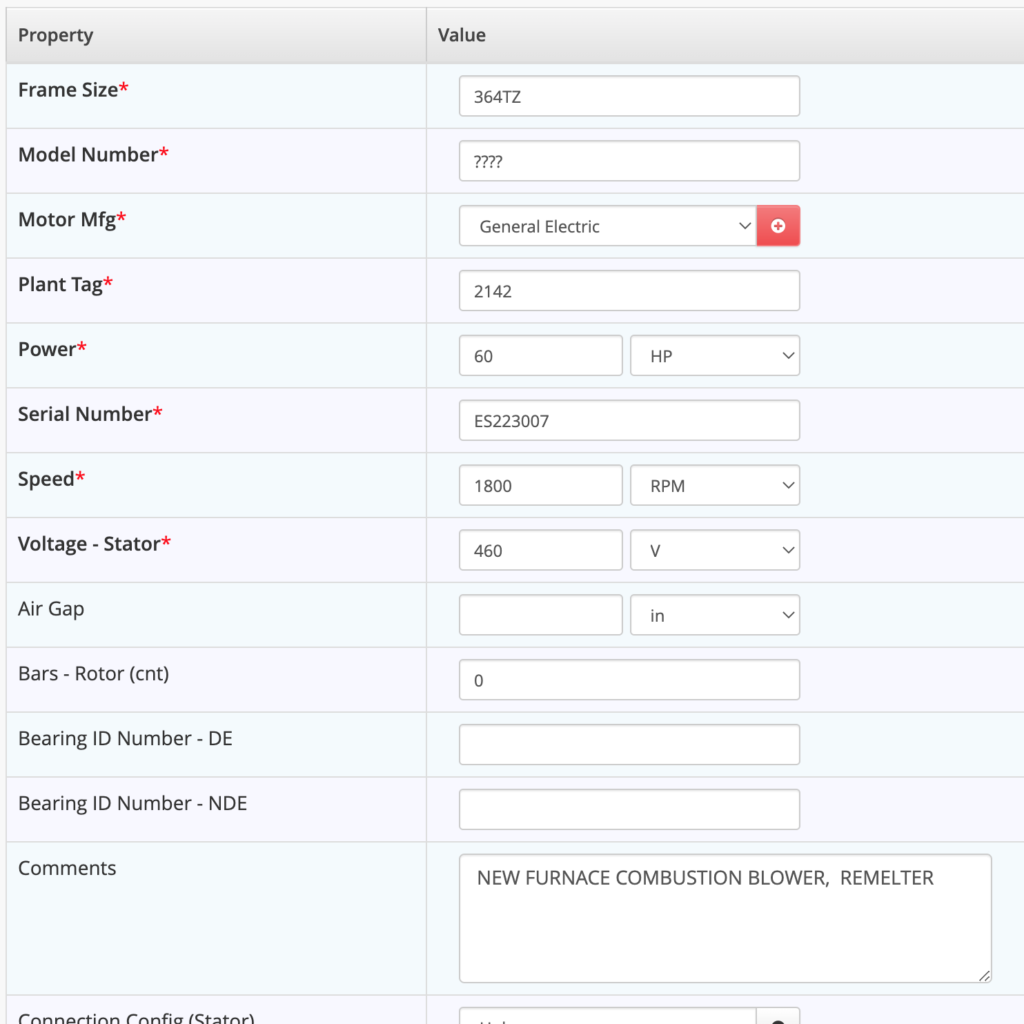
As an example, a motor was removed from service with shortened windings. A costly replacement or rewind will be necessary. At the repair shop the motor is inspected and the inspector finds that the motor windings are full of grease. The root cause of failure is excessive lubrication.
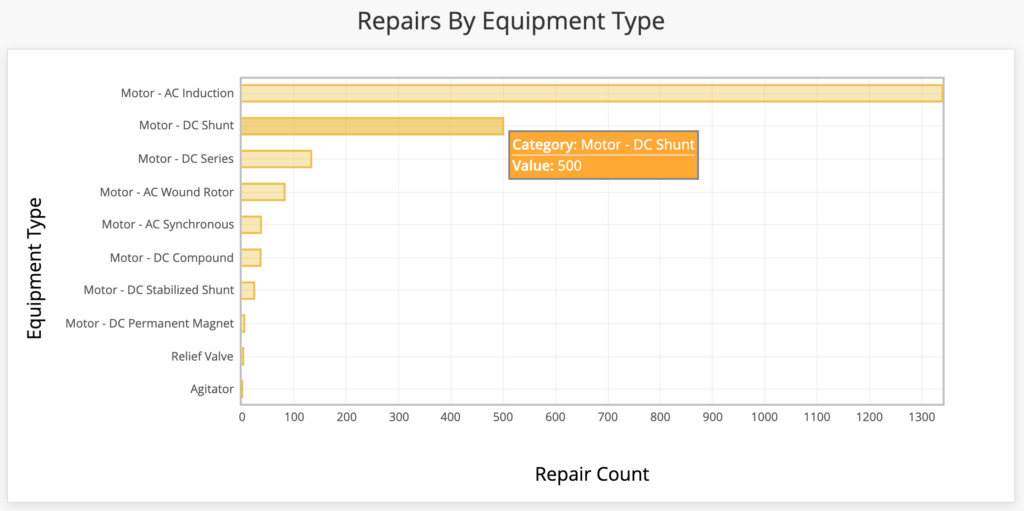
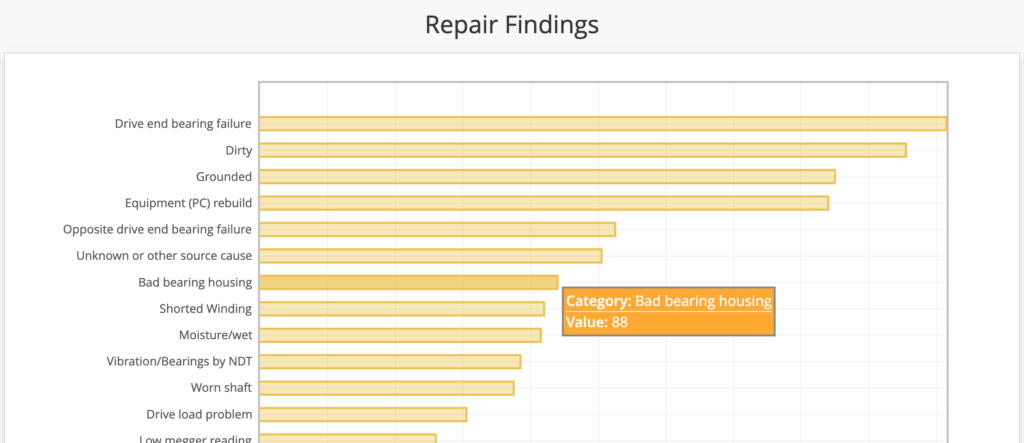
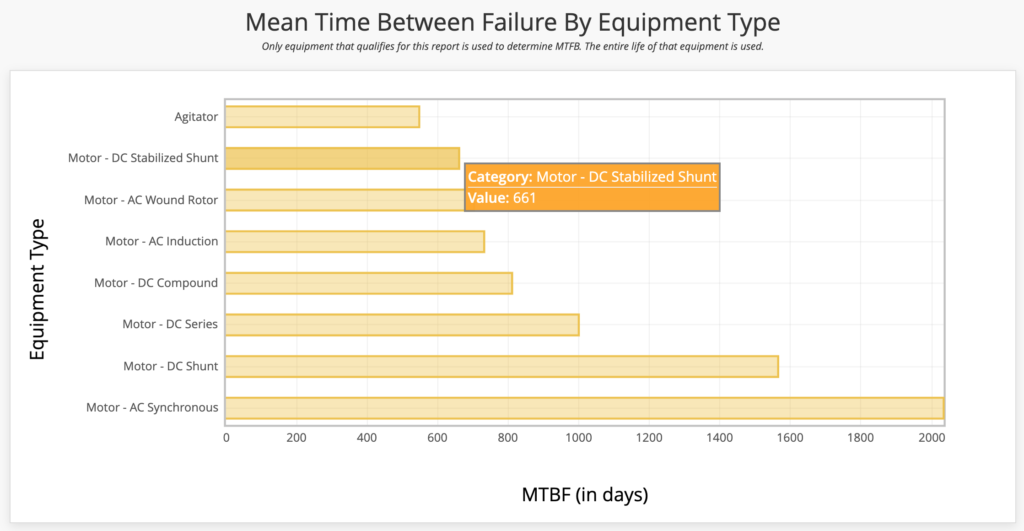
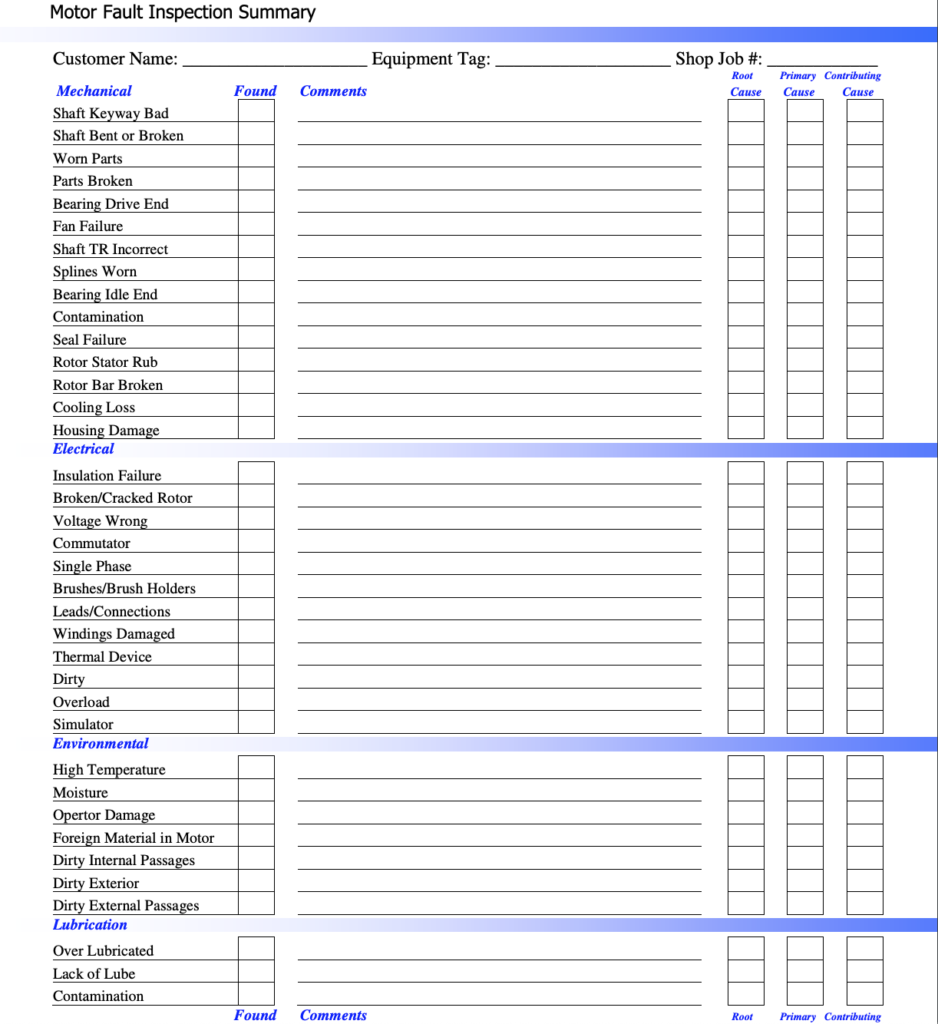
The shops’ cause of failure analysis including photographs of the failure and inspection summary document provided in Figures 1-3.

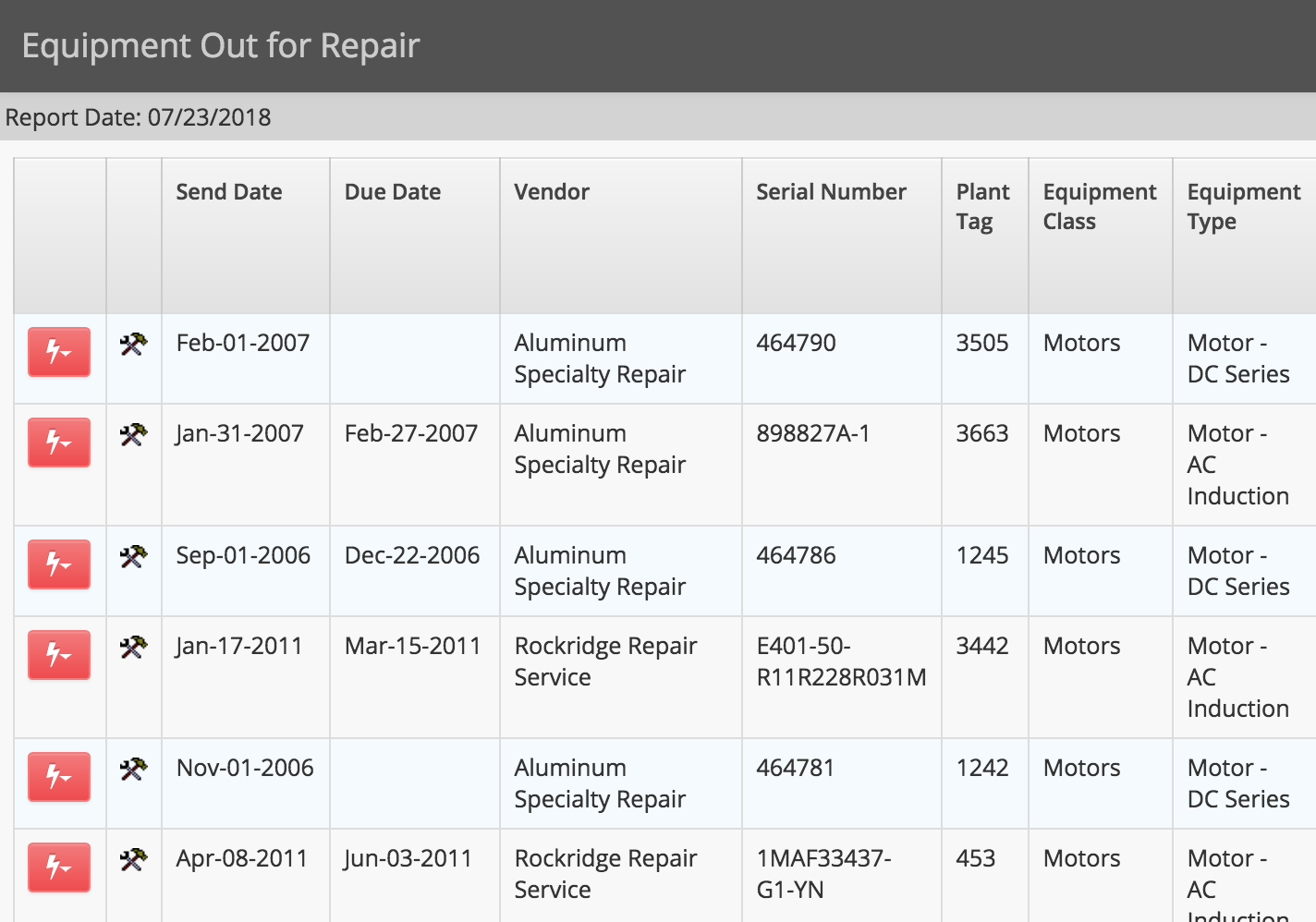
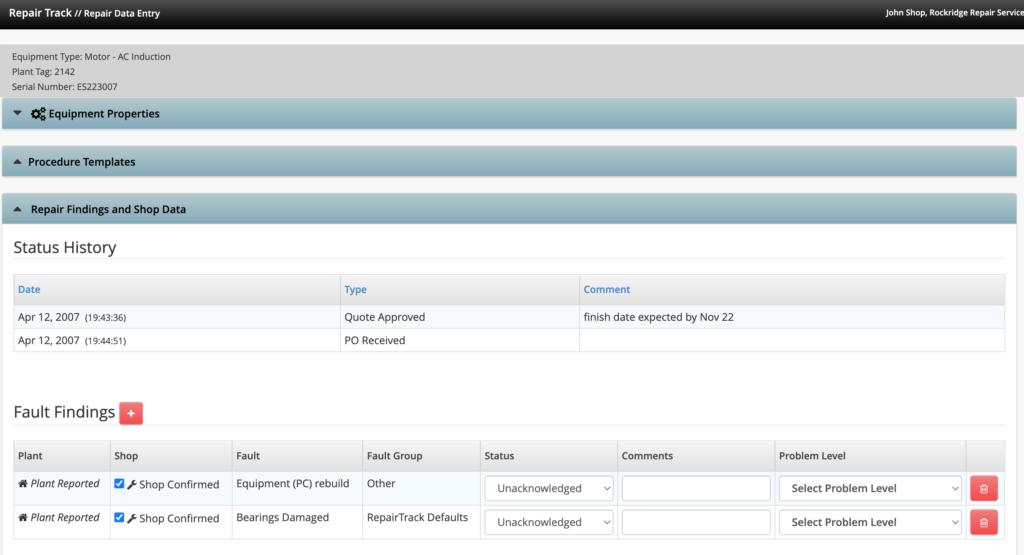
When a piece of equipment is received by a repair facility, They may enter information for that equipment’s Plant Tag Number into the TANGO Equipment Tango Repair Tracker™ Web Service. A “Plant Tag Number” is used to uniquely identify and track each piece of equipment through its lifecycle, and is usually attached to the equipment as a brass tag (Figure 4). That vendor uses the web browser based Repair Tracker system to enter information as the repair job progresses, without having any special software installed on the shop’s computers.

Figure 5 shows the Repair Form for standardized entry of fault information and problem ranking, along with repair cost and warranty period:
A motor repair facility is usually in the best position to capture design details and failure root cause. When a failed motor is sent to the repair shop, the first step is disassembly and inspection. At this point the shop knows basic design and failure information about the motor. Once a repair has been approved and performed by the shop, the shop also knows the cost of repair and warranty period.
The types of information a repair shop can document include:
- Design Information – Design information on motors needed by the plant goes beyond just the nameplate data. Information that provides greater detail, such as a bearing currently installed, number of bars and slots, insulation class, and full load current is helpful to plant condition monitoring, maintenance, and purchasing personnel.
- Root Cause of Failure – Typically the plant will see the motor’s failure as why it stopped functioning, which is either “winding failure” or “bearing failure”. This level of information is not helpful for the plant in understanding how to make the motor live longer, because these symptoms are usually the result of some other root cause. A shop can determine the root causes of failure, and the plant can take action to eliminate the root cause and obtain longer motor life.
- Date Received and Shipped – These dates will allow the calculation of Mean Time to Repair and Mean Time Between Repairs.
- Cost of Repair – Upon disassembly and inspection, the plant may decide to overhaul the motor or to scrap it and purchase a new motor. In either case, the failure root cause needs to be stored with the failure information.
- Warranty – Overhauled motors often have 1 or 2 year warranties and new motors 1 to 5 year warranties. Many plants miss warranty coverage simply because no one knows to file a claim. Often the savings obtained from warranty tracking will more than pay for the complete motor management package.
Integration and Analysis
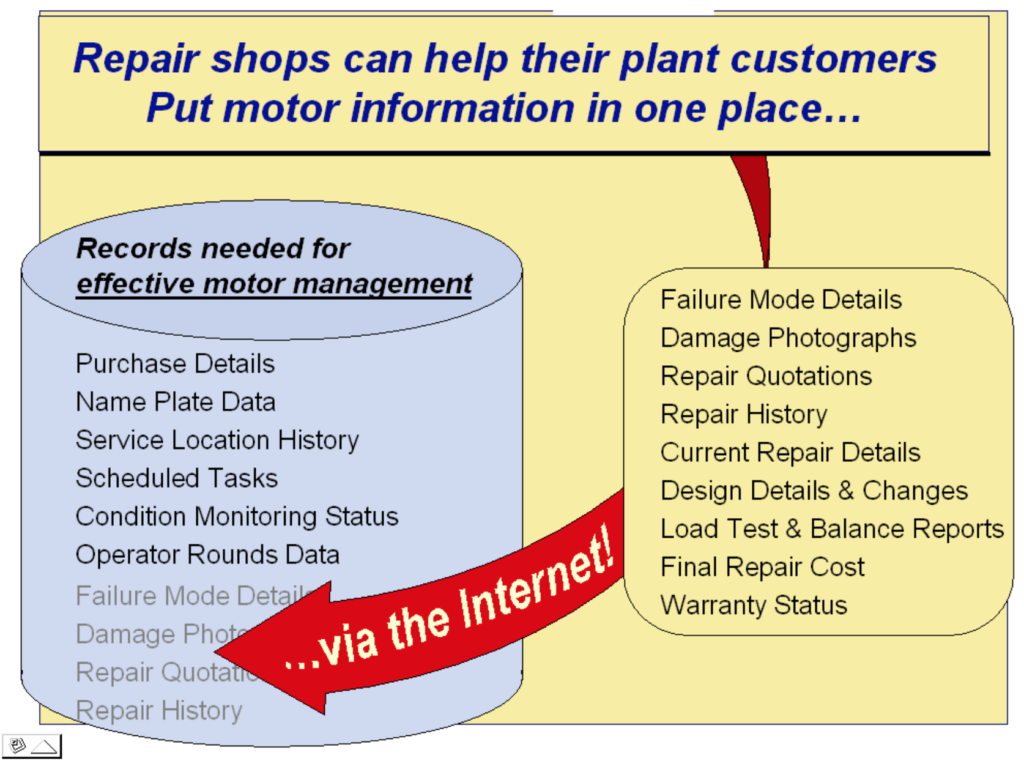
Knowing how to extend equipment life at your plant is difficult because information about a components design, installation, condition and repair must be integrated from many sources. These sources must then be combined to show patterns of failure, common root causes of failure, low mean time between failures, and high lifecycle cost.
If an industrial plant wanted to pull this information together and analyze it, the task would require several talented people. Web technology allows multiple sources of reliability information such as repair vendors, condition monitoring contractors, and plant personnel to all enter their knowledge and data into a single database.
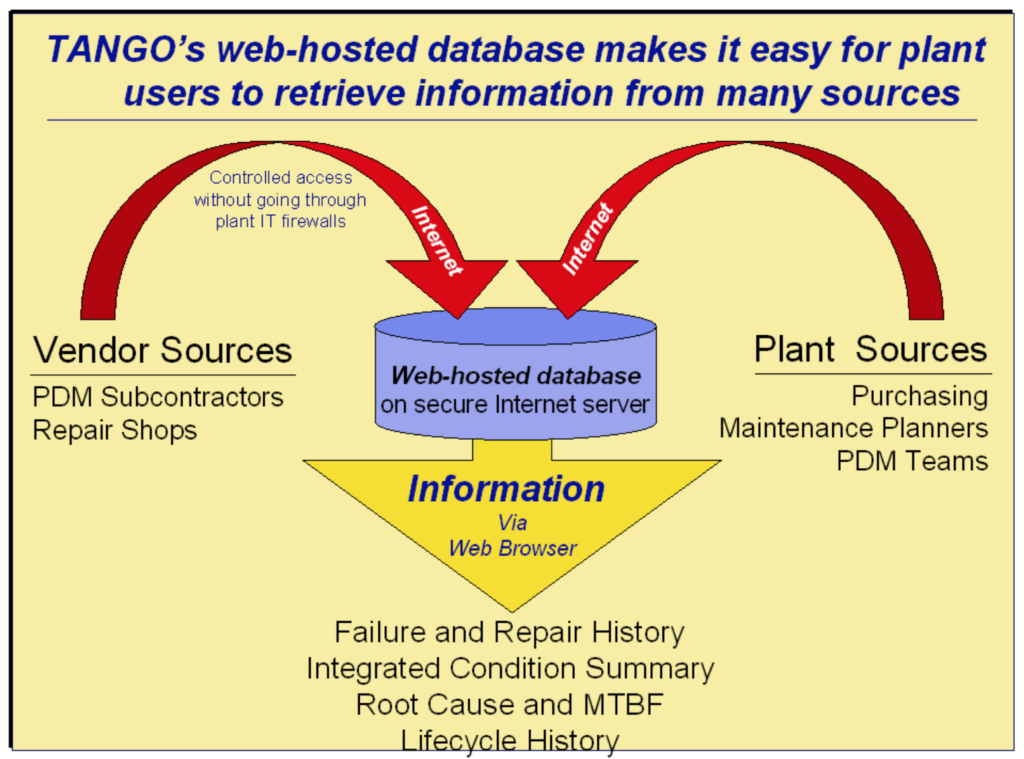
Once the equipment design, repair and failure information is in a common database, the plant is able to analyze the information for reliability patterns such as common root cause problems, short life equipment, short life locations. Then changes can be made to plant procedures or equipment designs which eliminate the top root causes of failure and assist in making the equipment life longer between overhauls.